タレパン加工
【クリアランスの選定】
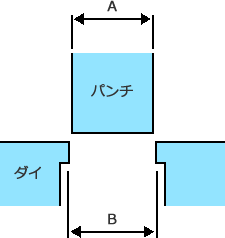
クリアランスとは、抜きパンチの刃先径とダイの刃先径の寸法差を言います。
通常クリアランスを指示する場合には
1.両側クリアランス 2.片側クリアランスの2通りの指示方法があります。
- 両側クリアランスはB-A
- 片側クリアランスは(B-A)÷2
両側クリアランス=板厚 X クリアランス係数
| 材質 | クリアランス 係数 |
剪断抵抗 (kg/mm2) |
引張強さ (kg/mm2) |
|---|---|---|---|
| 冷間圧延鋼鈑 (SPC) | 0.15 | 26以上 | 28以上 |
| 熱間圧延鋼鈑 (SPH) | |||
| 構造用鋼鈑 (SS400) | 0.2 | 33~42 | 41~52 |
| ステンレス鋼鈑(軟質) | 52 | 66~70 | |
| 〃 (硬質) | 56 | ||
| アルミニウム(軟質) | 0.1 | 7~11 | 8~12 |
| 〃 (硬質) | 13~16 | 17~22 | |
| 銅(軟質) | 18~22 | 22~28 | |
| 〃(硬質) | 0.15 | 25~30 | 30~40 |
| 黄銅(軟質) | 22~30 | 28~35 | |
| 〃 (硬質) | 0.2 | 35~40 | 40~60 |
[参考]
- 厚板(3.2tを超える)の場合は、上の計算結果X1.4程度を目安として下さい。
- 左表にない材質は、剪断抵抗・引張強さを参考にお求め下さい。
- お手元にワ-クが有る場合には、実際抜き加工を行い、下表を参考に適正クリアランスを}お求め下さい。
- 機械の仕様によって最小クリアランスが決まっています。機械の仕様書も合わせてご確認下さい。
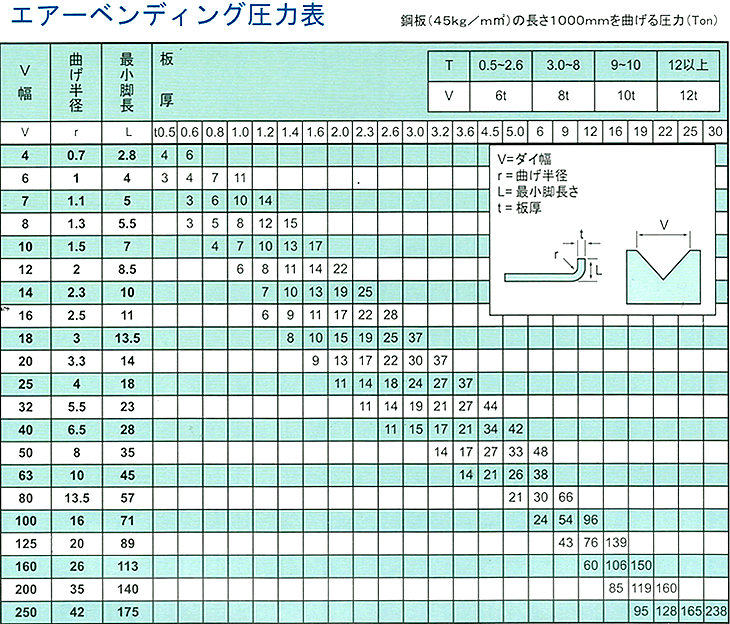
曲げ加工
【V幅の選択】
| t | 0.5~2.6 | 30.~8 | 9~10 | 12以上 |
|---|---|---|---|---|
| V | 6t | 8t | 10t | 12t |
上記表の値が基本値となります。
※最少脚長(フランジ高さ)、曲げR、機械の能力トン数、金型耐圧などを考慮し選定する必要がございます。
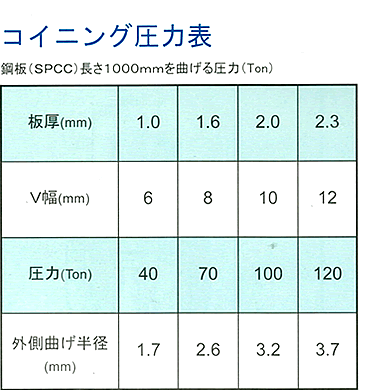
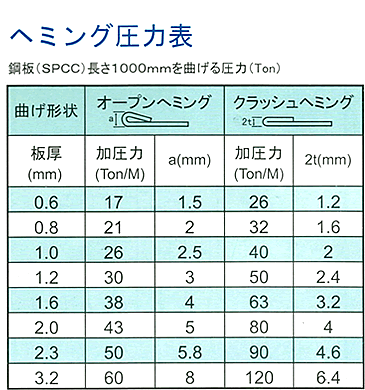
【圧力表】
圧力表から ※曲げ幅1 m を曲げるのに必要な圧力 ※曲げ可能最小脚長(フランジ高さ)
※使用する金型のV幅が読み取ることができます。